반응형

브로칭 가공은 회전식과 선형 두 가지 방식이 있습니다. 공작물을 가로 질러 여러개의 톱니 모양의 정밀한 도구가 치아 형태로 점진적으로 이동하면서 미리 정해진 구간의 칩을 제거하는 방식으로 가공합니다.
선형 브로칭 : 키홈 또는 기어 톱니를 가공하는데 사용 테이퍼 가공 면을 갖고 있으며 이를 통해 표면을 가압하고 슬롯을 절단.
일련의 절삭 날을 갖고 있는 막대와 대형 커터로 스트로크(Stroke) 에 의해 원하는 너비와 깊이의 재료를 절삭하여 칩을 형성합니다. 가공과정에서 깊이에 따른 치수를 원하는 만큼가공하기 위해서는 여러번의 스트로크를 수행하여야 합니다. 단 한번으로 깊이를 브로칭 할 수 없기 때문에 연속적으로 브로칭 도구를 이동시켜야 합니다.
헌형 모양이나 기하학적 모양 또는 슬롯형태의 모양을 가공할 때 사용하며 이 때 브로칭은 브로치를 밀고 당길 수 있는 기계에 의해 작동합니다.
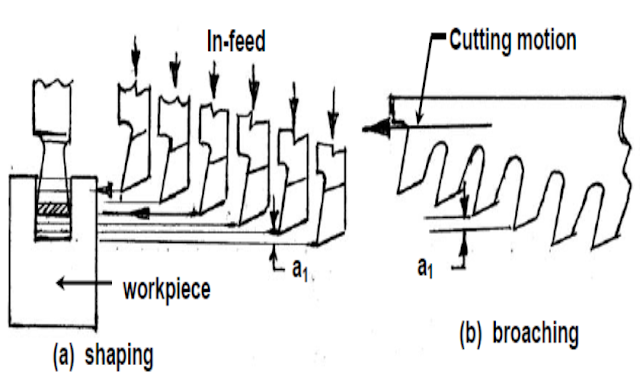
위의 그림은 절삭물에 키 홈과 같은 형태의 가공을 수행하는 것으로 Feed 양을 점차적으로 증가시켜 깊이를 형성합니다.
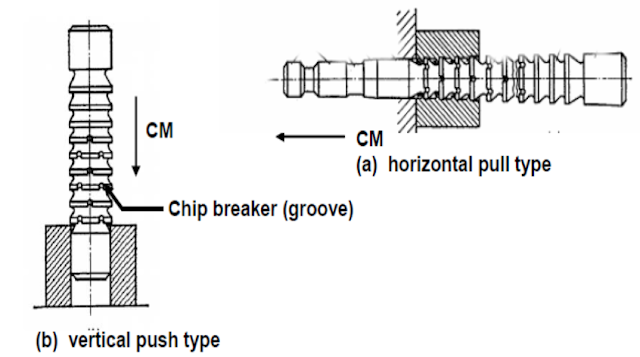
위의 그림은 수직형 브로치에 대한 그림으로 당기고 미는 유형으로 깊이를 따라 절단 이열을 갖는 Chip breaker 를 통해 미리 형성된 구멍을 확대하거나 마무리 하는 작업에 사용합니다.
브로칭 기계의 유형
브로칭 기계는 사용 유형에 따라 아래와 같이 구분합니다.
1. 사용 목적
- 일반 유형
- 싱글 유형
- 특수 유형
2. 작업 영역
- 내부 브로칭
- 외부 브로칭
3. 기계 유형
- 수직형 : 수평형 대비 상대적으로 적은 설치 면적이 필요. 주로 외부 표면을 절삭할 때 사용하지만 내부 용으로도 사용 가능.
- 수평형 : 수형형 브로칭 기계는 다양한 유형의 가공에 적용할 수 있으며 외부 브로팅 작업오 가능함. 유압식으로 구동함으로 수직형 대비 많은 설치 면적이 필요.
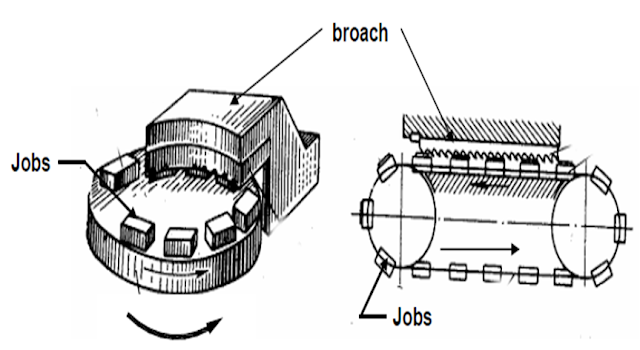
4. 기계 모션
- 간헐운전 방식
- 연속운전 방식
브로칭 가공의 특징
- 형식에 따라 높은 생산 속도를 갖고 있으며 제품의 표면에 정확도 및 표면 마감이 우수
- 단일 스트로크로 동일한 확상 및 정삭 가능
- 스트로크 운전을 하기 때문에 동작 제어가 간단
- 대량 생산에 적합
- 관통 구멍에만 적용할 수 있슴.
- 경 적삭에만 사용
- 절단 속도를 높일 수 없음.
- 브로치 도구의 표면 손상은 가공물의 표면에 심각한 손상을 초래
- 가공 형상에 따라 별도의 브로치 도구 필요
- 생산량이 많은 경우에만 경제적으로 사용할 수 있음.
Inside Insights.
반응형
'기계설계 자료&계산서' 카테고리의 다른 글
| 최소절곡 치수와 최소 홀간 거리 (0) | 2023.10.27 |
|---|---|
| 기계설계와 요소의 정의 (0) | 2023.10.27 |
| 초음파 가공 개요 (0) | 2023.10.27 |
| 금속 밀도 자료 (0) | 2023.10.26 |
| 탄성변형과 소성변형의 차이점 이해 (0) | 2023.10.26 |

댓글